

Die besondere Attraktivität der Technologie liegt in folgenden Punkten begründet:
|
|
|
Breite Materialpalette (Kunststoffe, Keramik, Metall)
Bauteile auch aus mehreren Werkstoffen integrativ fertigbar durch Einlegespritzgießen, Mehrkomponentenspritzgießen und Inmold-Labeling,
Typische Anwendungsgebiete sind z.B.:
|
- Mikrooptik |
 |
Bio-Container zur Zellkultivierung, |
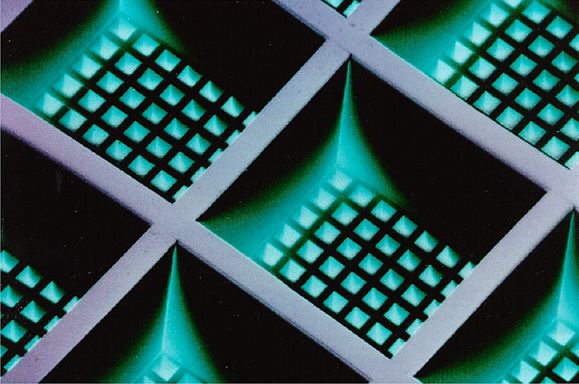
Beim Mikrospritzgießen wird Formmasse in ein speziell temperiertes Werkzeug, in welchem mikrostrukturierte Formeinsätze appliziert sind, eingespritzt. Derartige Formeinsätze können beispielsweise durch Verfahren der mechanischen Mikrotechnik (Mikrozerspanung), durch Lasermikrobearbeitung, durch Röntgen- bzw. UV-Lithographie nach dem LIGA-Verfahren oder Kombinationen dieser und anderer Verfahren hergestellt werden. Da diese Herstellverfahren häufig zu sacklochartigen Kavitäten führen, die nicht mehr durch rückwertige Bohrungen entlüftet werden können, werden Mikrospritzgießwerkzeuge nicht selten mit Evakuierungseinrichtungen versehen.
Je nach abzuformendem Bauteil wird der Spritzgießprozess isotherm oder variotherm, d.h. mit Aufheizen vor dem Einspritzen und Abkühlung vor der Entformung, durchgeführt. Letztere Prozessvariante ist vor allem bei Abformung von hohen Aspektverhältnissen
> 5) empfehlenswert.
Nach dem Abkühlen und Öffnen des Werkzeuges werden die spritzgegossenen Teile meist von einem Handhabungsgerät/Roboter entnommen. Als Kunststoffmaterial können nahezu alle Thermoplaste sowie thermoplastische Elastomere eingesetzt werden.
Materialien
Kunstoffe: nahezu alle spritzgießfähigen Typen; Erfahrungen liegen vor mit PMMA, PC, POM, PA, PE, PEEK, PEI, PSU, PPS, LCP, TPE
viele Materialien auch mit Füllstoffen, wie Leitfähigkeitsruß oder C-Fasern
Technische Daten (Stand 2019)
- Bevorzugter Anwendungsbereich
Mittel- bis Großserienfertigung - Typische Zykluszeit
< 3 s – 7 Min - Temperaturführung
Iso- oder variotherm - Getestete Formeinsatzmaterialien
Metall, Hartmetall, Kunststoff, (Keramik) - Kleinstes abgeformtes strukturelles Detail
< 100 nm - Oberflächenrauheit
Ra bis unter 50 nm, je nach Formeinsatztyp - Bisher realisiertes größtes Aspektverhältnis
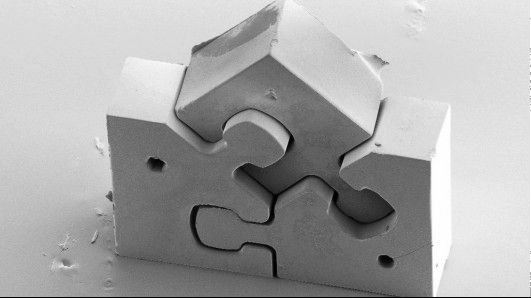
Frei stehende Struktur (Pin, Steg) 25 (h = 250 µm, b = 10 µm)
Vergrabene Struktur (Loch, Kanal) 17 (h = 2000 µm, b = 115 µm)