
Thermische Transporteigenschaften
Die Wärme- und die Temperaturleitfähigkeit sind wichtige thermophysikalische Kennwerte für alle Werkstoffe und Komponenten, die thermischen Belastungen ausgesetzt sind. Prinzipiell wird zur direkten Bestimmung der Wärmeleitfähigkeit ein kontrollierter stationärer Wärmestrom erzeugt und der daraus resultierende Temperaturgradient ermittelt. Aus der gegebenen Wärmestromdichte und dem gemessenen Temperaturgradienten kann dann die Wärmeleitfähigkeit berechnet werden. Die nach diesem Prinzip arbeitenden Messmethoden haben jedoch bei hohen Temperaturen den Nachteil, dass die Einstellung des erforderlichen thermischen Gleichgewichts sehr lange dauern kann und außerdem Abstrahlungseffekte zu einer Verfälschung des Temperaturgradienten führen können. Darüber hinaus ist es oft schwierig, in der Probe einen definierten Wärmestrom zu erzeugen. Daher haben sich in den letzten Jahren instationäre Messmethoden mehr und mehr durchgesetzt. Mit diesen Methoden wird zunächst die Temperaturleitfähigkeit bestimmt – eine Art dynamischer Wärmeleitwert – und dann die Wärmeleitfähigkeit λ berechnet gemäß der Gleichung:
λ = α·cp·ρ
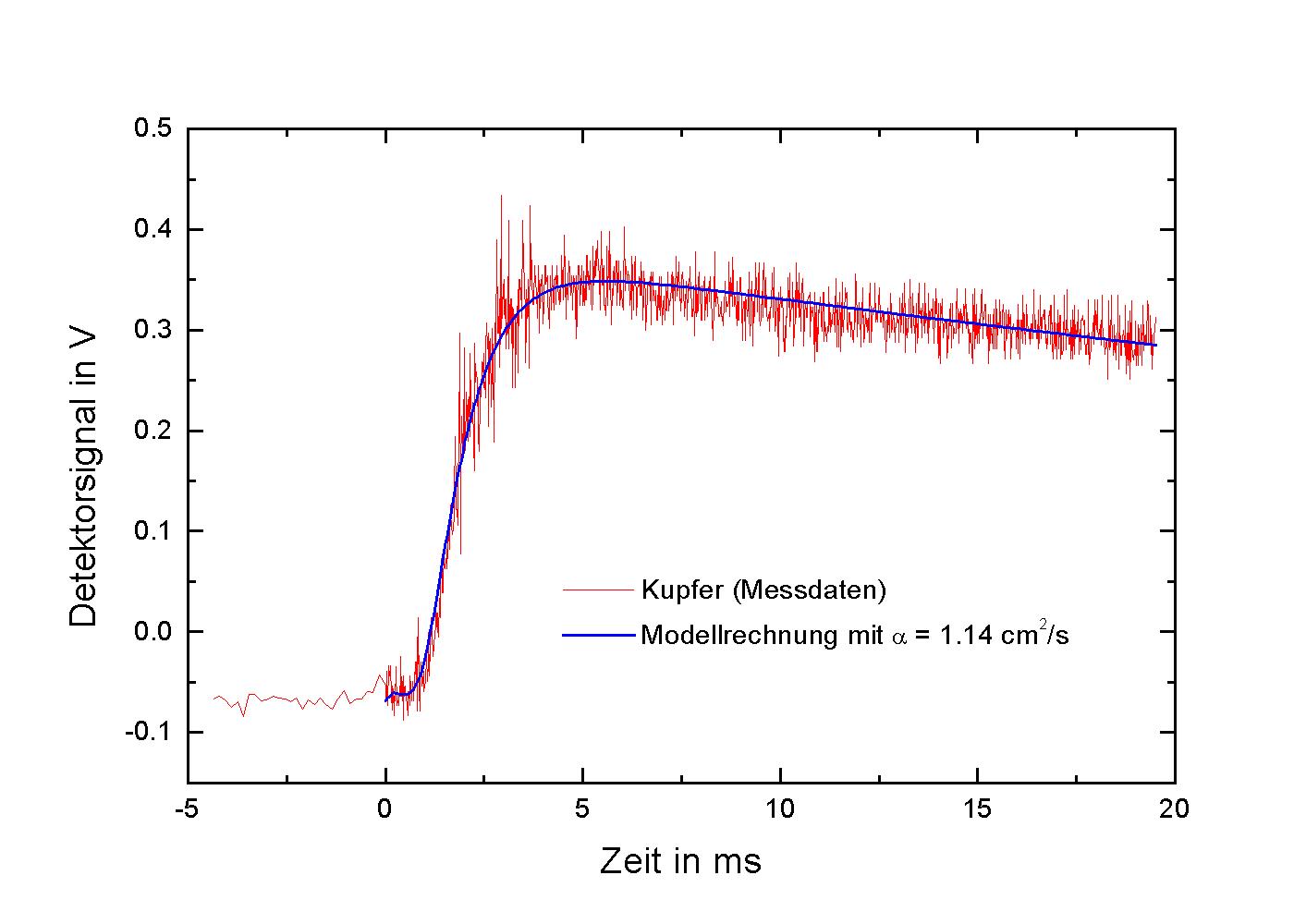
Dabei sind α die Temperaturleitfähigkeit, ρ die Dichte und cp die spezifische Wärmekapazität der Probe. Ein Standardverfahren zur Messung der Temperaturleitfähigkeit ist die Laser-Flash-Methode. Bei diesem Verfahren wird durch einen kurzen Laserpuls auf der Stirnfläche einer zylindrischen Probe ein Wärmepuls erzeugt. Die Laufzeit dieses Wärmepulses von der Stirnfläche zur Rückseite der Probe bestimmt bei gegebener Probendicke die Temperaturleitfähigkeit.
Typische Messkurve einer Laser-Flash-Messung, die das Laufzeitverhalten des Wärmepulses von der Vorderfläche der Probe bis zur Rückseite darstellt. Gemessen wird die Temperaturerhöhung auf der Rückseite der Probe mit einem Infrarot-Detektor. Die berechnete Modellkurve ist das Ergebnis eines mathematischen Modells, das die Wärmeausbreitung im Festkörper beschreibt. Sie wird bei vorgegebener Dicke der Probe durch Variation des Parameters Temperaturleitfähigkeit an die Messkurve angepasst. Der angegebene Wert der Temperaturleitfähigkeit von Cu entspricht einer Wärmeleitfähigkeit von 385 W/mK.
Wärmeleitfähigkeit von Dünnschichtsystemen
Zur Untersuchung von Werkstoffen und Komponenten der Mikrosystem- oder Dünnschichttechnik sind die Standardverfahren wie zum Beispiel die Laser-Flash-Methode nicht geeignet. Zur Bestimmung der Wärmeleitfähigkeit von dünnen Schichten oder Strukturen mit Abmessungen im Mikrometerbereich werden so genannte photothermische Verfahren angewendet. Bei diesen Messverfahren werden durch Einstrahlung von intensitätsmoduliertem Licht auf die Probenoberfläche thermische Wellen in der Probe erzeugt, deren Laufzeitverhalten nachfolgend detektiert wird. Thermische Wellen sind räumlich und zeitlich periodische Temperaturoszillationen. Sie unterliegen einer starken Dämpfung, die ihre Reichweite begrenzt. Die Eindringtiefe wird dabei von der Modulationsfrequenz des eingestrahlten Lichtes und der Wärmeleitfähigkeit des Materials bestimmt. Durch Fokussierung des eingestrahlten Lichtes lassen sich Ortsauflösungen bis zu einigen Mikrometern erzielen, da nur im Fokus thermische Wellen erzeugt werden und damit ausschließlich der beheizte Bereich zum Messsignal beiträgt. Allen photothermischen Methoden ist die Art der Erzeugung der thermischen Wellen gemeinsam, während sie sich bezüglich der Detektion der Temperaturoszillationen auf der Probenoberfläche unterscheiden.
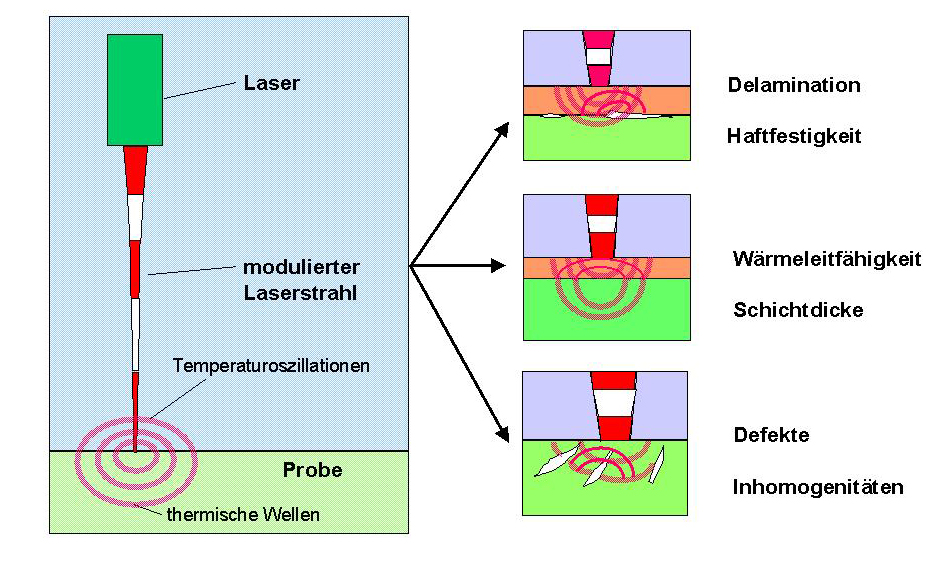
Messprinzip photothermischer Verfahren: Durch die Absorption der intensitätsmodulierten Laserstrahlung werden auf der Probenoberfläche Temperaturoszillationen hervorgerufen, die sich dann wie so genannte thermische Wellen ausbreiten. Die Eindringtiefe dieser Wellen wird bestimmt durch die Wärmeleitfähigkeit der Probe und die Modulationsfrequenz des Lasers. Niedrige Frequenzen und hohe Wärmeleitfähigkeit bedeuten große Eindringtiefen, während Temperaturoszillationen mit hohen Frequenzen in einem Material geringer Wärmeleitfähigkeit auf oberflächennahe Bereiche beschränkt sind. Thermische Wellen werden an innerenGrenzflächen oder Defekten gestreut, so dass über die Bestimmung der Wärmeleitfähigkeit in Schichtsystemen hinaus auch Delaminationen, Risse und Inhomogenitäten im Werkstoff sichtbar gemacht werden können.
Thermische Prozesse
Verbindungstechnik
In der lasergestützten Verbindungstechnik wird die hohe räumliche und zeitliche Präzision genutzt, mit der durch einen fokussierten Laserstrahl Wärme in eine Fügezone eingebracht werden kann. Dieser lokale Wärmeeintrag ist für das Fügen von sehr kleinen Bauteilen und Komponenten von großer Bedeutung.
Im Rahmen des Forschungsvorhabens SFB 483 werden keramische Pellets aus Al2O3 und SiC an Stahl (C45E) mit einem CO2-Lasersystem (l=10,64µm) gefügt. Zum Fügen der Al2O3-Keramik konnten unterschiedliche kommerzielle Aktivlote auf AgCuTi-Basis verwendet werden. Bei der SiC-Keramik wurde hingegen mit diesen Loten keine zuverlässige Benetzung erreicht. Deshalb wurden am IAM-AWP Lote auf SnAgTi-Basis entwickelt, mit denen eine homogene Benetzung der Karbidkeramik erfolgreich umgesetzt wurde. Zur Verstärkung der Lötverbunde wurden Zwischenschichten und Verstärkungspartikel, u. a. aus Wolfram und Molybdän, eingesetzt. Darüberhinaus zeigten Untersuchungen, dass Laser induzierte Strukturen auf den keramischen Fügeflächen, die Verbundfestigkeit deutlich erhöhen.
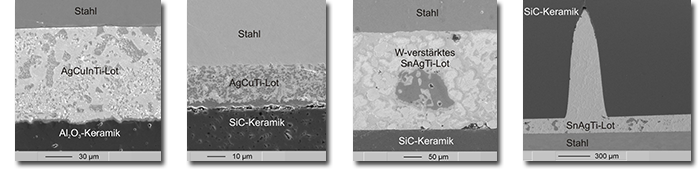
Querschliffe von Laser gelöteten Keramik/Stahl-Verbunden
Keramische Pellets aus Al2O3 und SiC werden an Stahlzylinder (C45E) gefügt. Zum Fügen werden unterschiedliche kommerzielle Aktivlote auf AgCuTi-Basis ebenso wie am IAM-AWP hergestellte SnAgTi-Lote eingesetzt. Zur Verstärkung der Lötverbunde können Zwischenschichten und Verstärkungspartikel, u. a. aus Wolfram und Moldydän, eingesetzt werden. Darüber hinaus zeigten Untersuchungen, dass Laser induzierte Strukturen auf den keramischen Fügeflächen, die Verbundfestigkeit deutlich erhöhen. In Zusammenarbeit mit dem IAM-ZBS und dem IPEK wurden die lasergelöteten Keramik/Stahl Verbunde tribologisch untersucht.
Oberflächenmodifikation
Die Oberflächen von keramischen bzw. glass-keramischen Werkstoffen sowie Gläsern können durch das Laserdispergieren und -legieren von Fremdphasen modifiziert und hinsichtlich ihrer thermischen, elektrischen sowie mechanischen Eigenschaften gezielt eingestellt werden.
Prinzip der lasergestützten Oberflächenmodifikation
