
Thermal transport properties
Thermal conductivity and thermal diffusivity are important thermophysical characteristics for all materials and components, which are exposed to thermal strain. In principle, a controlled steady flow of heat is generated and the resulting temperature gradient is measured for the direct determination of the thermal conductivity. From the given heat flux density and the measured temperature gradients, the thermal conductivity can then be calculated. However, the measuring methods working on this principle have at high temperatures the disadvantage that the adjustment of the necessary thermal equilibrium takes very long and that radiation effects may lead to a falsification of the temperature gradient. Furthermore it is often difficult to generate a defined heat flow in the sample. Therefore, transient measurement methods have prevailed in recent years. With these methods, first the thermal diffusivity is determined - a kind of dynamic thermal conductivity - and then calculating the thermal conductivity λ according to the equation
λ = α·cp·ρ
α = thermal diffusivity, ρ = density and cp = specific heat capacity of the sample. The Laser-flash-method is a standard procedure for measuring the themal diffusivity. In this method, a heat pulse is generated by a short laser pulse at the end face of a cylindrical sample. The duration of this heat pulse from the end face to the back of the sample determines the thermal conductivity at a given sample thickness.
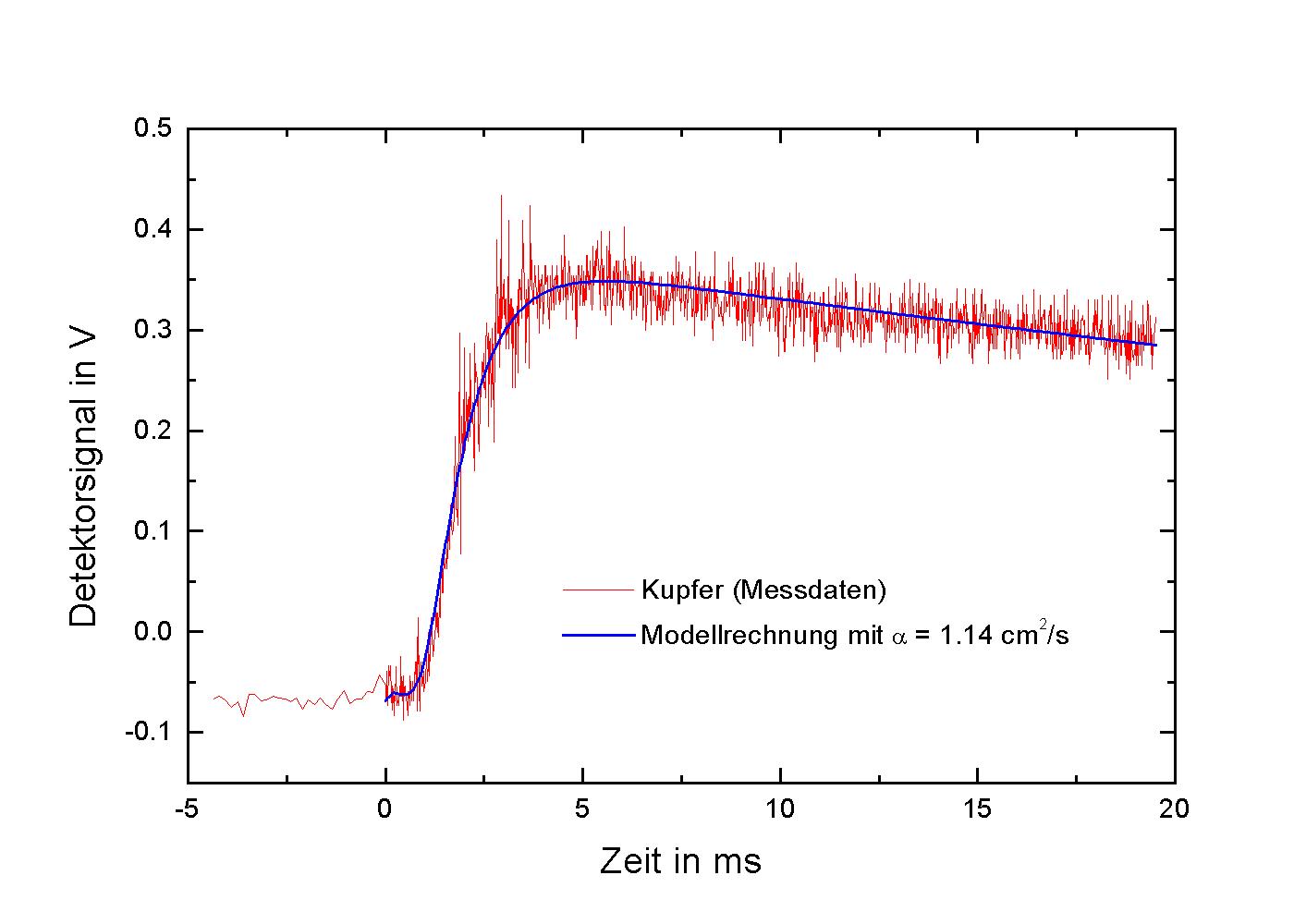 |
Typical measurement curve of a laser flash measurement, which represents the run-time behavior of the heat pulse from the front surface of the specimen to the back. The temperature rise on the back of the sample is measured with an infrared detector. The calculated curve is the result of a mathematic model, which describes the heat propagation in a solid. It is being adjusted at a given thickness of the sample by variation of the paramter thermal diffusivity. The specified value of the thermal diffusivity of Cu is equivalent to a thermal conductivity of 385 W/mK. |
Thermal conductivity of thin films
Standard procedures such as the laser flash method are not suited for the investigation of materials and components of micro systems technology and thin film. To determine the thermal conductivity of thin films or structures in the micrometer range so called photothermic procedures are applied. Thermal waves are generated by irradiation of intensity-modulated light to the sample surface. Their runtime behavior is subsequently measured. Thermal waves are spatially and temporally periodic temperature oscillations. They are subject to strong attenuation, which limits their reach. The penetration depth is determined by the modulation frequency of the incident light and of the thermal conductivity of the material. By focusing the incoming light a spatial resolution of up to several micrometers can be achieved, as only in the focus thermal waves are generated and thus only the heated area contributes to the measured signal. All photothermal methods have the type of generation of thermal waves in common, whereas they differ in the detection of temperature oscillation on the sample surface.
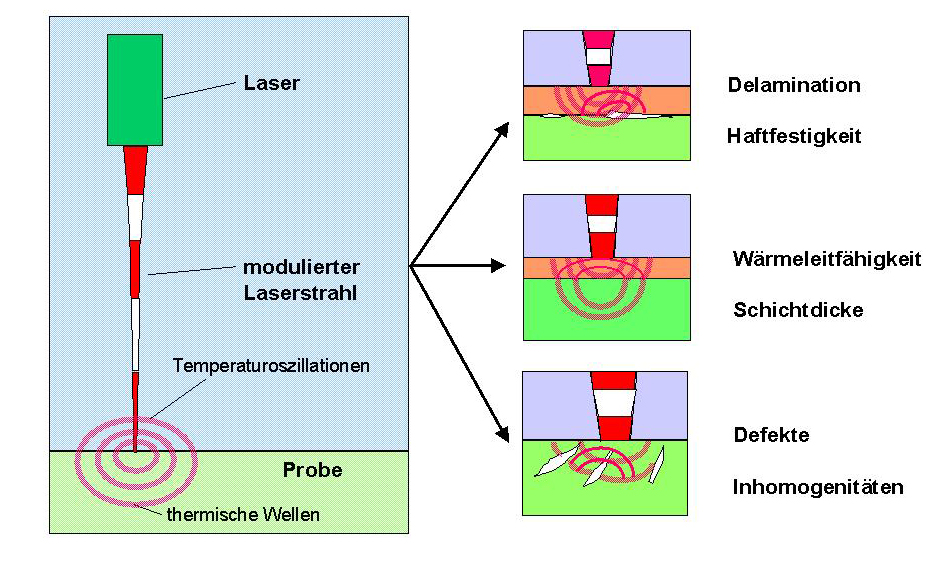
Principle of photothermal methods: The absorption of intensity-modulated laser radiation generates temperature oscillations on the sample surface, which spread like so called thermal waves. The penetration depth of those waves is determined by the thermal conductivity of the sample and the modulation frequency of the laser. Low frequencies and high thermal conductivity stand for large penetration depth, whereas temperature oscillation wit high frequencies are limited to areas near the surface in maerials with low thermal conductivity. Thermal waves are scattered at interfaces or defects so that not only the thermal conductivity in thin films can be determined. It is also possible to detect delamination, fractures and inhomogeneities in a material.
Thermal processes
Joining technique
Laser-assisted joining uses the high spatial and temporal precision by which a focussed laser beam introduces heat into the joining zone. This local heat is important for the joining of very small components.
Within the research project SFB 483 ceramic pellets Al2O3 and SiC are joined with steel (C45E) using a CO2 laser (l=10,64µm). Various commercially available active solders based on AgCuTi are used. However, it was not possible to achieve a reliable wetting for SiC. Therefore we developed solders based on SnAgTi, which allow a homogeneous wetting of the carbide ceramic. To strengthen the brazed joints interlayers and intensifiers, tungsten and molybdenum, were used. The investigations showed that laser induced structures on ceramic joining surfaces, considerably increase the bond strength.
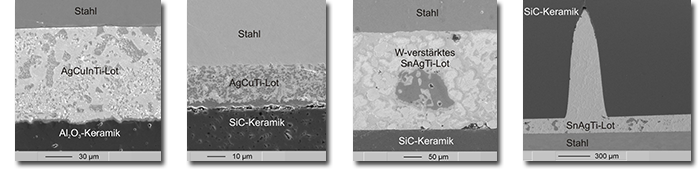
Micrograph of laser joined ceramic/steel compounds
Surface Modification
The surfaces of ceramic and glass-ceramic materials as well as glasses can be modified by laser dispersion and alloying and are set specifically in terms of their thermal, electrical and mechanical properties.

Laser-assisted surface modification.
