
Two component micro powder injection molding
Just like multi-component injection molding with polymeric materials, 2-component powder injection molding also offers significant economic advantages by combining the molding and joining steps. In a further analogy, components made of different materials can also be produced with this variant without an additional assembly step. The resulting increase in functionality is obvious.
The implementation of the process with powder molding feedstocks, though, brings with it special process-technical challenges, among which the adjustment of the sinter shrinkage (degree of shrinkage, sintering temperature, etc.) of the individual molding compounds is particularly noteworthy. If this process is also carried out with components in micro dimensions, this results in considerable R&D expenditure. At the IAM-WK intensive efforts have therefore been made for some time to develop the 2C-(µ)-PIM.
An example is the development of ceramic heating elements within the framework of a joint BMBF project. This project combined an electrically conductive mixture ceramic (TiN+Al2O3) with a pure insulating ceramic (Al2O3).
|
|
Materials:
|
|
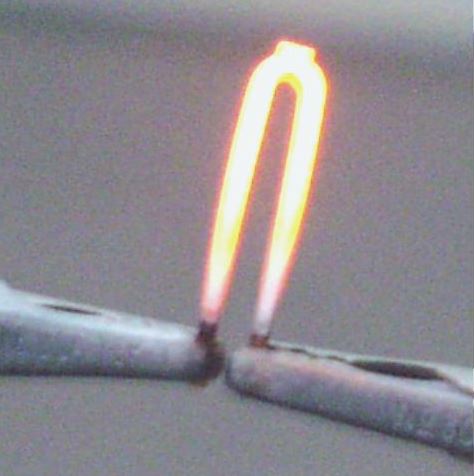
Function test on a ceramic heating element: under current flow the upper, less conductive part starts to glow and dissipate heat energy |

Another example was investigated in SFB 499, namely the demonstrator gear wheel on shaft.
| Gear wheel | Cross-cut |
|
Demonstrator shaft-hub connection made of two different ceramics, here in green state (gear wheel colored)
|
Cross cut through the bonding zone after sintering. Although the ceramics can not be mixed thermodynamically, a firm bond is obtained by adjusting the sinter shrinkage. |
2C-PIM not only allows the combination of different materials, but also the optional realization of fixed or movable connections. The sinter shrinkage is adjusted via the powder content in such a way that either a gap or a fixing shrinkage of the gear wheel on the shaft results..
|
Shaft-hub |
Examples of a movable connection; by setting the sinter shrinkage of the shaft larger than that of the gear wheel, a discernible gap results. |