Modifizierte Drucker
 Zu Beginn unserer Entwicklungsarbeiten im Jahr 2016 waren unsere Filamente noch sehr brüchig, weswegen wir sie in Stangenform bereithielten und mit dem Filamentdurchmesser 2,85-3,0 mm verarbeiteten. Die meisten Drucker verwenden kleinere Standarddurchmesser von 1,75 mm, weswegen der Extruder ersetzt werden muss.
Zu Beginn unserer Entwicklungsarbeiten im Jahr 2016 waren unsere Filamente noch sehr brüchig, weswegen wir sie in Stangenform bereithielten und mit dem Filamentdurchmesser 2,85-3,0 mm verarbeiteten. Die meisten Drucker verwenden kleinere Standarddurchmesser von 1,75 mm, weswegen der Extruder ersetzt werden muss.
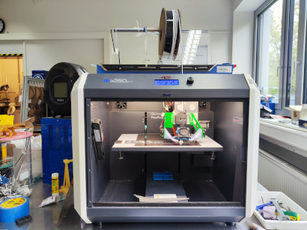
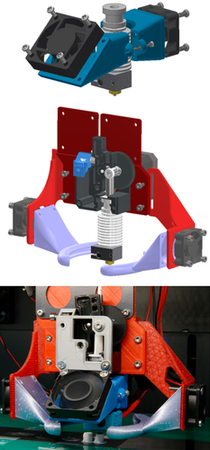
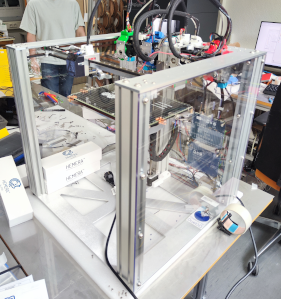
Als Beispiel für den Erstumbau des X350 pro von GermanReprap sind im Bild links Schemazeichnungen der Komponenten und die fertige Umsetzung mit einem Titanextruder von E3D (Oxfordshire, Großbritannien) dargestellt. Zur Realisierung wurden alle nichtkommerziellen Bauteile im Haus konstruiert und anschließend aus Kunststoff gedruckt.
Das linke Bild oben zeigt eine verbesserte Filamentkühlung. Hochgefüllte (≈ 60 vol.%) Metallfilamente sind sehr gute Wärmeleiter, wodurch sich die Schmelzzone zu weit vom Heizblock entfernt und die Zuführung verstopft.
In der mittleren Abbildung wurde eine neue Halteplatte konstruiert, die den Extruder mit dem Antriebsmotor versetzt. Die Notwendigkeit ergab sich aus den baulichen Gegebenheiten des Druckers, wodurch die Filamentzuführung in Verbindung mit dem Ersatzextruder behindert wurde. Zusätzlich wurde eine Bauteilkühlung installiert, die den Druck kleiner Bauteile ermöglicht.
Vor der Inbetriebnahme des Extruders sollten die Endstops für die "Homeposition" versetzt werden, sonst könnten die Neubauten mit dem Druckergehäuse bzw. mit der Druckplattform kollidieren. Je nach Originaldrucker ist es notwendig, den Motor umzupolen, damit er sich erstens überhaupt bewegt und zweitens in die vorgesehene Richtung dreht. Weiterhin müssen für eine optimale Filamentförderung die E-steps des Extrudermotors angepasst werden. Das erfolgt entweder im Druckermenü selber, in der Firmware oder mittels eines G-Codes.
|
|
German Reprap GmbH X350 pro
|
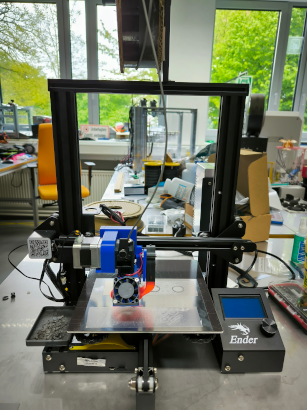 |
Creality Ender 3
|
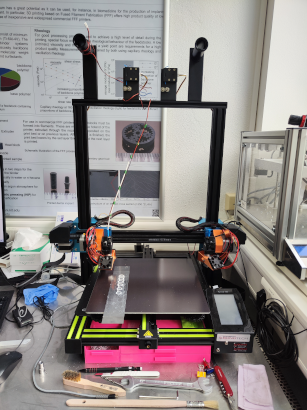 |
Sovol SV04
|
 |
E3D Toolchanger
|