
Sintern und Heißisostatisches Pressen
Die entbinderten PIM-Bauteile (Braunlinge) müssen anschließend zu Festkörpern verdichtet, d.h. gesintert werden. Dabei werden Dichten in der Größenordnung von 97 - 99% der theoretisch möglichen Werte erreicht. Zur Durchführung der Sinterläufe stehen uns mehrere Öfen zur Verfügung, die mit unterschiedlichen Atmosphären betrieben werden können und speziell für z.B. Metalle (Metallsinterofen) oder Keramiken ausgelegt sind.
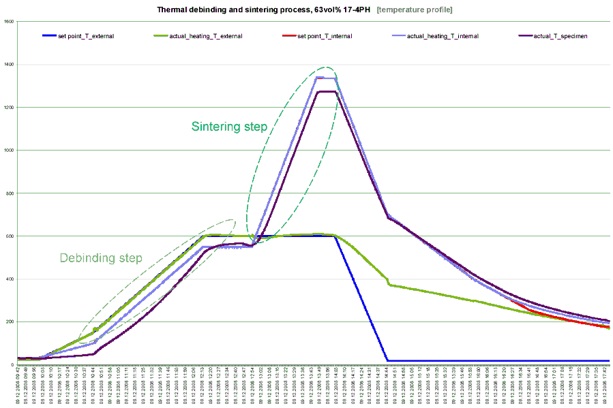 |
Temperatur/Druck-Zeit-Kurve für einen thermischen Entbinderungsprozess mit unmittelbar folgendem Sinterlauf, Material: Stahl 17-4PH |
Sollen metallische oder keramische Materialien weiter verdichtet werden, so bietet sich das Heißisostatische Pressen (HIP) an. Hierbei werden geschlossen-porige Gefüge unter hohem Gasdruck und Temperaturen nahe dem Schmelzpunkt kompaktiert. Für diesen Zweck steht uns eine so genannte HIP 3000 (Heißisostatische Presse) zur Verfügung, welche mit bis zu 3.000 bar bei maximal 2.200 °C betrieben werden kann. Derart hohe Druck- und Temperaturwerte erreicht weltweit kein zweites Aggregat.
Nach der Formgebung im Pulverspritzgießprozess bestehen die Formteile zunächst aus einer Kombination des Bindersystems und den jeweiligen Feststoffpartikeln, siehe Abschnitt „Mikropulverspritzgießen“. Dieser sogenannte Grünling ist nach der Entnahme aus dem Spritzgießwerkzeug zwar formstabil, aber aufgrund der geringen mechanischen Festigkeit nicht nutzbar. Die dem verwendeten Feststoff entsprechenden mechanischen und thermischen Eigenschaften werden erst durch die nachfolgenden Prozessschritte Entbindern und Sintern erreicht.
Nach der Entbinderung, durch die die Trägermaterialen Kunststoff, Wachs und Additive aus dem Spritzling thermisch, katalytisch, chemisch oder Kombinationen davon herausgelöst werden, liegt nur noch der lose Verband der Feststoffpartikel als sogenannter Braunling vor. Dieser Braunling wird im nächsten Prozessschritt zum kompakten Bauteil, um die entsprechende Festigkeit und die Eigenschaften des Feststoffes zu erhalten, gesintert. Beim Sintern werden industriell Dichten von 95 – 99 % der theoretischen Dichte erreicht.
Der Sinterprozess kann abhängig von der Werkstoffklasse unterschiedliche Atmosphären erfordern. So werden Keramiken meist unter Luftatmosphäre und Normaldruck gesintert. Dagegen erfordern metallische Werkstoffe, vor allem rostfreie Stähle, in aller Regel Wasserstoffatmosphären, um eine Sauerstoffreduzierung des Werkstoffes zu erreichen.