
Sintering and hot isostatic pressing
After shaping by injection molding, the molded parts initially consist of a combination of the binder system and the respective solid particles, refer to the section "Powder injection molding". These so-called green parts are dimensionally stable after removal from the injection mold, but cannot be used due to its low mechanical strength. Mechanical and thermal properties corresponding to the solids required by former application are only achieved by the subsequent debinding and sintering process steps.
After debinding, which removes the carrier materials plastic, wax and additives from the molded part thermally, catalytically, chemically or combinations thereof, only the loose association of the solid particles is left as so-called brown part. In the next process step, this brown part is sintered into a compact component in order to obtain the appropriate strength and the properties of the solid. After sintering, industrial densities of 95 - 99 % of the theoretical density are achieved.
The sintering process may require different atmospheres depending on the material class. In this way, ceramics are usually sintered under air atmosphere and normal pressure. In contrast, metallic materials, especially stainless steels, generally require hydrogen atmospheres in order to achieve an oxygen reduction of the material. We have several furnaces available for sintering runs, which can be operated with different atmospheres and are specially designed for e.g. metals (metal sintering furnace) or ceramics.
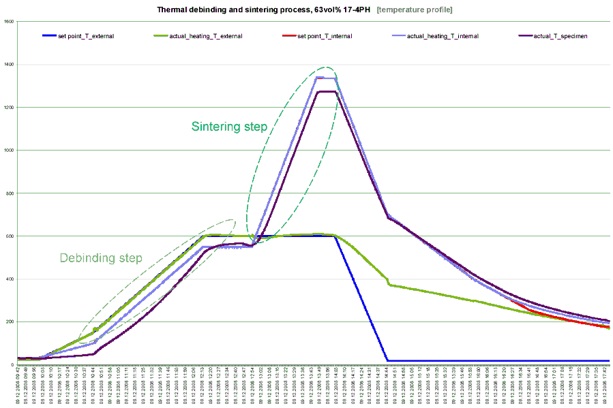 |
Temperature/pressure-time curve for a thermal debinding process with immediately following sintering step, material: steel 17-4PH |
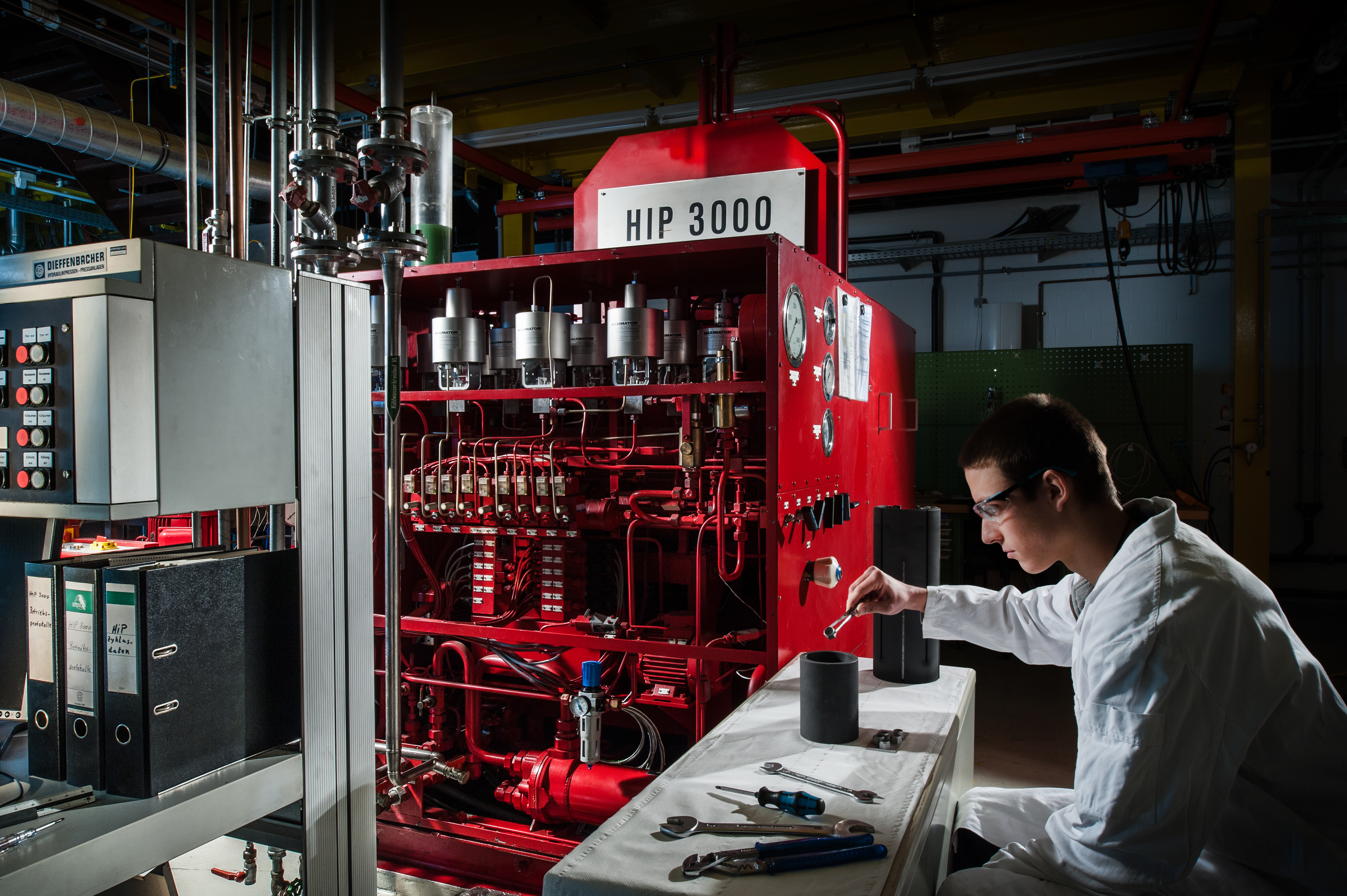
If metallic or ceramic materials have to be compacted more deeply, hot isostatic pressing (HIP) is the best choice. During this process, closed-pore structures are compacted under high gas pressure and temperatures near the melting point. For this purpose a so-called HIP 3000 (hot isostatic press) is available to us. It can be operated with up to 3,000 bar at a maximum of 2,200 °C. No other HIP machine in the world achieves such high pressure and temperature values.
{kind=link}